
Linia przeznaczona dla produkcji wytłaczanej karmudla drobiu, ryby, bydła, świni, koni.
Wykorzystaniewytłaczanego karmu:
- ułatwia trawienie i stymuluje układ trawienny młodych zwierząt
- poprawia zachowanie młodych zwierząt do 95 %
- zwiększa ilość otrzymanego mleka do 20%;
- zwiększa średni dzienny przyrost do 20%;
- zmniejsza spożycie żywności na ~ 20%
- poprawia strawność paszy do 90-95%
- zwiększa trwałość żywności do 6 miesięcy, pozwala na korzystanie z niskiej jakości ziarna
- zwiększa wartość energetyczną paszy
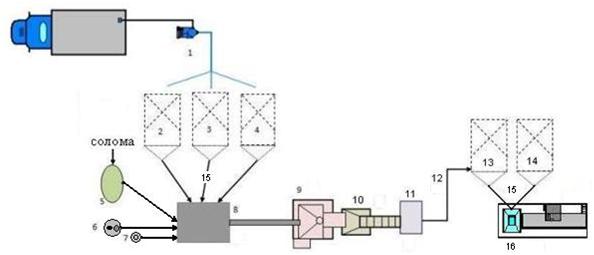
Linia składa się z:
1 –Przenośnik pneumatycznyziarna (opcja);
2 – bunkierz pszenicą (czarny metal,8 m3 -na6ton ziarna);
3 – bunkierz kukurydzą (czarny metal,8 m3-na6ton ziarna);
4 – bunkierz owsem (czarny metal,8 m3-na6ton ziarna);
5 – kruszarka słomy(opcja);
6 – bunkier sypkich dodatków – (opcja);
7 – pojemnik płynnych dodatków – (opcja);
8 – mikserzśrubowym przenośnikiem;
9 – wytłaczarka karmu;
10 – przenośnik (opcja);
11 – kruszarka;
12 – przenośnik pneumatyczny (opcja);
13 – bunkier do przechowywania (czarny metal,5 m3);
14 – bunkier do przechowywania (czarny metal,5 m3);
15 – przenośnik śrubowy (opcja6szt.);
16 – urządzenie pakujące w worki po 25 kg (opcja);
17 – pilot-blok automatyzowanego zarządzania linią (opcja);
Krótkie opisanieprodukcjiwytłaczanejkarmu:
Pierwsze elementy ziarna z samochodu lub innego pojazdu za pomocą poruszającegoprzenośnika pneumatycznego(1) (opcja) (ładowarki pneumatycznej) czy ręcznie załaduje się wbunkrze do przechowywania (2, 3 i 4). Ładowarka pneumatyczna (opcja)jest to ruchoma jednostka z szybko montowanymi rurami. Według podanej receptury paszy kombinowanej,ziarno paszowezbunkrówprzenośnikami śrubowymi (opcja)czy ręcznie podaje się wmikser (8), ustanowiony na czujnikach wagi, fiksujących i kontrolujących przychodzącą dawką składnika.
W zależności od przepisów paszy kombinowanej, można wykorzystać w jakości składnika słomę, suszoną trawęi t. p.W takim przypadku, na przykład, słomę w belach ręcznie ładowane do kruszarki (5)(opcja). Pracę jednostki steruje sterownik na mikserze, przez włączanie i wyłączanie procesu rozdrabniania (przy zadanych parametrach na podstawie masy wsadu) i podawaniakruszonego komponentu wmikser.Także jest przewidziany system wprowadzeniadodatków do żywności -premiksów(opcja). Dla tego zbunkrasuchych dodatków (6), za pomocą przenośnika śrubowego (opcja) czy ręcznie dodatki podają się wmikserza ściśle określoną liczbą. Można wykorzystywać płynne dodatki-premiksy. W tym przypadku wykorzystuje się pojemność dla dodawania płynnych dodatków (7)(opcja). Także przewidzianojednoczesne wprowadzanie tych dodatków. Dawka dodatków-premiksówściśle odmierza się mikserem. Na pilocie-bloku automatyzowanego zarządzania linią zadaje się program, który obejmuje rozpoczęcie mieszania składników, dopóki nie ostanie dodana do wstępnie określonej ilości masy każdego składnika, eliminując nieprzestrzeganie receptury technicznej.
Po osiągnięciu żądanych parametrów wszystkich składników w mieszalniku (zgodnie z receptą podanym do jednostki sterującej), zaczyna się proces mieszania.
Pojemność zbiornika mikserastanowi 210 dm3. Waga jednej mieszanki reguluje sięod 50 do 120 kg. Czas wymieszania 5 – 10 minut. Przy wydajnościlinii 150 kg/h, optymalna waga mieszanki stanowi 50 i 75 kg, co stanowi 3 i 2 cyklu w godzinę.
Po zakończeniu procesu mieszania, przez przenośnik śrubowy(opcja) czy ręcznie surowiec dostarcza się wbunkierwytłaczarki (9). Po zakończeniu rozładunku, mikserrozpoczyna nowy cykl ładowania i mieszania.W tym czasie produktzbunkradozuje się do wytłaczarki. Pracawytłaczarkinieprzerwalna, ponieważ przeprowadza się właściwe doładowanie surowca zmikseraw przyjmującybunkierwytłaczarkikosztem urządzenia kontroli wypełnienia, co pozwala wykluczyćkompletna dewastacja bunkrapodczas pracy wytłaczarki.Ponadto, sterownik zatrzymuje pobieranie w przypadku wypełnieniabunkra.Wydajnośćmikseraw razy większa od wydajności wytłaczarki, co również przyczynia się do ciągłej pracy linii.
W toku wytłaczania ziarna przechodzikrótkoterminowy wpływ temperatury i ciśnienia, w wyniku czego głęboko przekształca się struktura iwłaściwości odżywcze. Otrzymujemy strukturyzowany karm, który ma wysokie walory odżywcze i smak.Za krótki okres czasu wszystkie składniki mieszają się równocześnie, skompresowane, kruszone, ogrzewane, gotowane, sterylizowane i formowane. Nagłe zmiany ciśnienia na wylocie produktuz cylindra wytłaczarki prowadzi do głębokich przemian: są łamane ściany komórkowe i wiązania chemiczne, zmienia się struktura surowców, zniszczona mikroflora (bakterie, grzyby). Wytłaczane opracowanie zwiększa strawność produktukosztem przejścia włatwo przyswajalne formy składników paszowych, jak pochodzenia zwierzęcego, tak roślinnego oraz całkowitej dezynfekcji żywności.
Wytłaczanyproduktprzez przenośnik (10)(opcja) czy ręcznie wprowadza się do kruszenia w kruszarce (11). Kruszonawytłoczynaprzenośnikiem pneumatycznym (12)(opcja) czy ręcznie załaduje się wbunkry do przechowywania (13i 14).
Ostatnim etapem produkcji liniijest opakowanie produktu (opcja).Zbunkra do przechowywania produktza pomocą przenośnika śrubowego (15)(opcja) czy ręcznie wchodzi do półautomatycznego urządzenia napełniania (16)(opcja), wyposażonejdozownikiem, przenośnikiem imaszyną do szycia worków. Waga dawki reguluje się, maksymalna waga – 25 kg.
Całym procesem pracyliniiw zależności od recept paszy kombinowanejzarządza programowany pilot-blok (opcja).
Charakterystyki techniczne:
Zasilanie elektryczne (wszystkich węzłów) - 380 V, 50 Hz;
Zapotrzebowanie linii w energię: 48kW;
Powierzchnia: 80m2;
Personel dla obsługi – 2-4osoby.
Gwarancja na wyposażenie – 12 miesięcy z dnia wprowadzania w eksploatację;
Termin dostawy – 90 dni.


